1 TYPES OF SURFACE GRINDING PROCESS
Terms for grinding were incorporated in an international dictionary for material removal processes by International Institution for Production Engineering (CIRP) after agreement between representatives of a number of countries including from United States, Europe, China, Japan, and Asia. The dictionary gives terms for material-removal processes in French, German, and English and largely incorporates the terms employed in the German standard, the terms employed are closely aligned with the CIRP dictionary. It allows some flexibility between the general terms derived from general cutting terminology and the more specific terms generally used in grinding. Surface-grinding processes are classified in Germany according to DIN 8589-11 in terms of the predominantly active grinding wheel surface position and of the table feed motion type. In the case of peripheral grinding, the grinding spindle is parallel to the workpiece surface to be machined. The workpiece material is mainly cut with the circumferential surface of the grinding wheel. In the case of face grinding with axial feed, in contrast, the grinding spindle is vertical to the workpiece surface. In this process, the workpiece material is mainly cut with the face side of the grinding wheel. The table feed motion can be translational or rotary.
2 BASICS OF RECIPROCATING GRINDING
According to DIN 8589-11, reciprocating grinding is a peripheral longitudinal grinding process with a back-and-forth feed motion, in which the feed motion takes place gradually in small steps with a relatively high feedrate [DIN 8589].

2.1 PROCESS CHARACTERIZATION
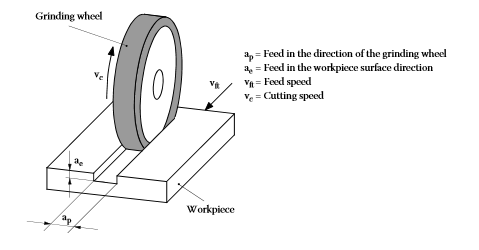
Reciprocating grinding is used for generating plain surfaces of usually large lateral dimensions. The grinding spindle is parallel to the workpiece surface to be machined, the workpiece material being cut mainly with the circumferential side of the grinding wheel. The grinding wheel is fed orthogonally to the workpiece surface by the amount, ap, relatively to the workpiece This direction is in the axial direction with respect to the wheel spindle
3.BASICS OF CREEP GRINDING
3.1 INTRODUCTION
By means of creep feed grinding, or creep grinding as it is more concisely termed, considerable material-removal rates were achieved with high surface qualities for the first time in the early 1950s. In order to harness the potentials of this grinding process, machines, grinding tools, and grinding technologies were developed. DIN 8589, part 11, defines that in the case of creep feed grinding, the infeed depth must be relatively large and the feedrate accordingly low [DIN 8589].
3.2 PROCESS CHARACTERIZATION
Peripheral longitudinal grinding (creep feed grinding) forms a negative profile of the grinding wheel in the workpiece, the total grinding stock being cut in one or only a few passes. In this method, the grinding spindle is parallel to the workpiece surface to be machined, the workpiece material being mainly cut with the grinding wheel circumferential side. The grinding wheel is fed orthogonally to the workpiece surface by the amount ae relatively to the workpiece Creep grinding is usually characterized by infeeds ae larger than 0.5 mm and feed rates vft smaller than 40 mm/s. In metal cutting, infeeds ae in the range of 0.1 to 30 mm and feedrates vft in the range of 25 to 45 m/s are normal.
If grinding takes place in synchronous rotation,Through the finishing in one run, the tool-workpiece contact time approximately equals the total machining time. There are no downtimes during the grinding process, as in the case of reciprocating grinding. In the case of machining with diamond and boron nitride grinding wheels, grain protrusion, too, can be a difference between creep feed grinding and reciprocating grinding. If the infeed is larger than the grain protrusion from the bond, the process is called creep feed grinding. All grinding processes, in which the wheel peripheral speeds are above the usual values of 35 to 45 m/s, can be classified as high-speed grinding. High-speed grinding can be used for the machining of materials such as steels, tungsten carbides, plastics, and ceramics with adapted grinding wheel specification. The advantages of high-speed grinding are higher surface qualities, shorter machining times, little tool wear, and low grinding forces.
3.3 HIGH-EFFICIENCY DEEP GRINDING
High-performance deep grinding, with increased wheel peripheral speed and increased feedrate, is a special case requiring a cooling lubricant supply system adapted in terms of pressure and volume flow capability. Application limits for high-performance grinding result from wheel safety requirements, that is, the maximum admissible peripheral speeds for grinding wheels. These are approximately 125 m/s for grinding wheels with resin and vitrified bond. In the case of wheel peripheral speeds higher than 125 m/s, mainly CBN grinding wheels with sintered metal or plated metal bond in a metallic base body are used for steel materials. The advantages of highspeed grinding are higher surface quality, shorter machining times, lower wheel wear, and low grinding forces.In the case of creep and high-performance grinding, infeeds in the mm-range reach maximum values of approximately 30 mm. The specific material removal rates in the case of creep feed grinding differ within the range of the conventional values of Q ′ w = 3 to 5 mm3. Due to the higher grinding forces in high-performance grinding processes,